
Powder Metallurgy is a "leading edge" manufacturing process utilised by Sumitomo to make high performance metal components from metal powders for a wide range of product applications.
The components are made by compacting metal powders in high precision dies and then heating the resultant "pre-formed" part to a temperature below its melting point, causing the compressed powder particles to bond together.
The Powder Metallurgy process as compared to conventional methods produces components of high precision and complicated shapes in large quantities.
-


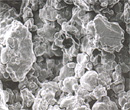
Mixed Powder
The metal powders and lubricant are mixed together so that the particles are evenly distributed. As the images show, powder particles are not round in nature. -

Compacted Body
The high pressures used in the compacting process cause the metal particles to stick very tightly together in the shape of the component die, forming what is known as a "Compact Body". -


Sintered Body
The components are then passed through a "Sintering Furnance" which causes the iron particles to bond together while atoms of the other powders in the components diffuse into the iron.












